
[生物制品防水温度检测仪]生物制品防水温度检测仪:保障品质与安全的必备设备
发布时间:2024-01-08
随着生物制品的广泛应用和需求增加,对其质量和安全性的要求也越来越高。在生物制品的存储和运输过程中,温度变化和水分侵入是两个常见的问题。为了确保生物制品的稳定性和有效性,生物制品防水温度检测仪应运而生。
1. [使用场景]
生物制品防水温度检测仪主要应用于医药、食品、化妆品等行业中的产品质检环节。同时,这种仪器也广泛应用于生物制品的生产、捕捞和运输过程中,确保产品的质量和安全。
2. [工作原理]
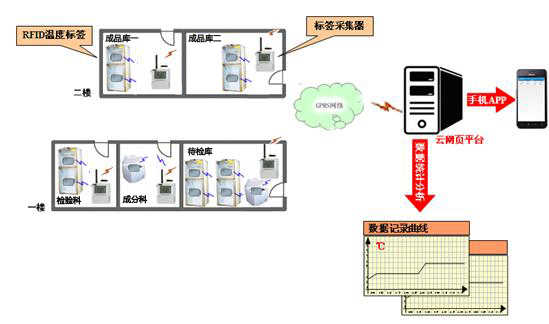
生物制品防水温度检测仪主要由温度传感器和水分探测器两部分组成。温度传感器能够实时检测环境温度,确保温度在设定范围内,避免过热或过冷对生物制品的影响。而水分探测器则用于检测物品表面是否有水分渗入,防止水分破坏生物制品的结构和性能。
3. [特点与优势]
生物制品防水温度检测仪具有以下特点和优势:
3.2 广泛适用:适用于各种生物制品的质检和运输过程,并且可根据不同需求进行定制。
3.3 防水设计:具备水分探测器,能够及时检测到水分渗入,有效防止水分对生物制品的损坏。
3.4 操作简便:配备直观的操作界面和用户友好的设置功能,易于操作和使用。
3.5 高效稳定:性能稳定可靠,长时间运作不易出现故障,确保生物制品的质量和安全。
通过生物制品防水温度检测仪,可以实现对生物制品温度和水分的全面监测。例如,在药品生产过程中,可以确保药品在正确的温度下存储和运输,避免药物效力的下降。在食品行业中,可以保证食品在冷链运输中不受温度变化和水分侵入的影响,保持食品的口感和品质。

生物制品防水温度检测仪是保障生物制品质量和安全的重要设备。通过实时监测温度和水分情况,确保生物制品处于适宜的存储和运输环境中。未来,随着生物制品行业的不断发展,生物制品防水温度检测仪将进一步提升其功能和性能,为生物制品的质量和安全提供更有效的保障。
